

Quality is a key success factor in international competition. In order to meet the always-growing requirements and expectations of our customers in terms of surface characteristics and continue to deliver high-quality products, it is necessary in particular to improve the quality of parts with surface coating continuously in order to thereby achieve the set goals. This guideline is intended to regulate the general conditions in reference to components with surface coating for continuously improving the surface quality of your products.
The guideline then acts as a “Quality Specification Document” for our customers in order to be able to carry out evaluations on a uniform and binding basis in the event of a complaint.
The standard of electroplating architectural hardware is mainly judged from the following 7 aspects:
1. Requirements for the handling of parts
2. Requirements for the material surface
3. Requirements for surface coating
4. Demands on the subjective visual inspection
5. Defect rates
6. Defect catalogue
7. Surface defects evaluation
1.Requirements for the handling of parts
In principle, the product must be handled and protected with the necessary care during every transport – from raw materials to the delivery.
It is particularly important here that no defects occur within the scope of the requirements outlined in items 3(Requirements for surface coating) and 4(Demands on the subjective visual inspection).
In order to meet high quality requirements, the supplier must implement the appropriate tests, if necessary, also within the production process.
2. Requirements for the material surface
In order to guarantee a perfect surface coating, it is absolutely necessary to bring the parts into a state for proper galvanizing, varnishing and prepare them for powder-coating.
For this, it is necessary to prepare the material surface as listed in the following:
• the material surface must be bright metal (no grinding and polishing defects within the visible surfaces / primary surfaces),
• the material surface must be free of soldering residues, welding residues, casting skin, moulding sand, scale, oil carbon, burned-in grease, graphite, paint coatings,
• the material surface must be free from defects (pores, cracks, cavities, burrs, duplications) and corroded material
• the material surface must be free of foreign objects, turnings, punchings, etc.
3. Requirements for surface coating
Poor surface-coated components, in principle, are not acceptable and will be rejected.
3.1 Special requirements for surface coating
Special attention must be given to visible surfaces / primary surfaces. These surfaces have a direct impact on the aesthetics and appearance of a component and must comply with the generally very high customer requirements. It is hereby imperative to exclude the defects listed below in surface coating:
• missing surface coating
• varnish runs / varnish irregularities in the visible area
• contact points with reduced corrosion resistance and visual impairment in the area of the “visible surfaces” (for rack goods)
• mechanical damages (for drum coatings) (e.g. external threads)
• gluing the components (perforation spots) (in drum coating)
• residue of sealants or lubricants (e.g. dripping stains) (e.g. dripping stains)
• non-suitability due to excessive coating (e.g. thread function)
In reference to the surface treatment of internal and external threads, we expect that the manufacturer uses a manufacturing process in which the thread retains its ability to function after coating. The manufacturer must here pay specific attention that the corrosion protection must be guaranteed accordingly.
3.2 Coating thickness of surface coatings
Minimum requirements for the coating thickness:
– Corrosion protection according to DIN EN ISO 9227 must be guaranteed
– Climate stability according to DIN 6270 T2 must be guaranteed
– The functional capability of the components must be guaranteed
3.3 Corrosion resistance
The corrosion protection must meet the specific requirements of DIN EN ISO 9227(Corrosion tests in artificial atmospheres – Salt Spray Tests, latest version)
The acceptance criteria from submission levels 1*, 3*, 5* refers to product specifications.
Test procedure: “Neutral Salt Spray Test” (NSS)
Evaluation criteria: Protection degree Rp and appearance RA(According to DIN ISO EN 10289, latest version)
3.4 Climate stability
The climate stability test must be performed in accordance with the requirements of DIN 6270 T2*3(Paints and varnishes – Determination of resistance to humidity – Part 2: Procedure for testing samples in condensation water climates, latest version)
(3 cycles condensed water test in alternating climate (AHT)).
Evaluation criteria: Amount of rust and bubbling *4(According to DIN 4628-2 and -3, latest version.)
3.5 Paints and varnishes -Determination of scratch resistance
The test must be performed in accordance with the requirements of ISO-1518-1:2011, Part 1: Constant-Loading method.
The acceptance criteria from submission levels 1*, 3*, 5* refers to product specifications.
4. Demands on the subjective visual inspection
Only qualified personnel must be assigned for the inspection of the products.
The products must be subjected to a visual inspection according to the criteria listed under items 3 and 4 (requirement of parent material, requirements for surfaces). Visible surfaces / primary surfaces according to the drawing / order specifications must be specifically observed.
4.1 Visual inspection criteria
The distance from which evaluation takes place is between 500 mm and 800 mm, depending on the respective quality level (1*, 3*, 5*). Visible defects are only allowed to the defined extent within this observation distance (according to product classification), see also definition of the quality guideline’s max. permissible surface characteristics per product. All subjective defects are observed in the normal position of the part (max. inclination of 0-15°) with daylight-like illumination (colour 5,000 Kelvin). The duration of the examination is 2 seconds per evaluation area in each case!
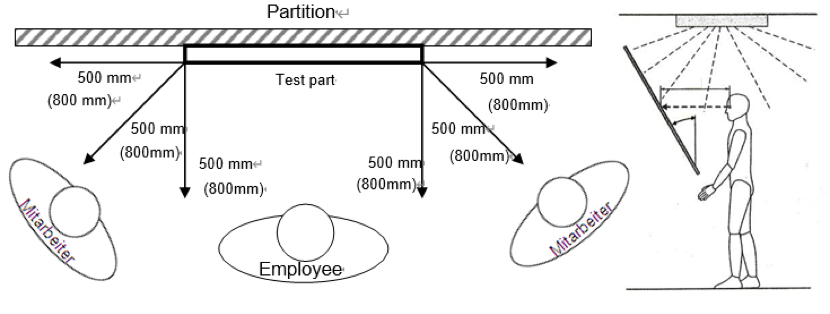
In order to obtain reproducible results from the defect analysis, the defect analysis is carried out under the above-mentioned test conditions. The below-mentioned standard light test bench.
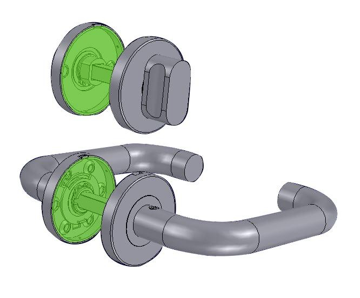
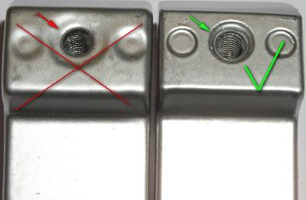
4.2 Division into primary and secondary surfaces
The division into primary and secondary visual surfaces must be specified in the respective latest drawing. The maximum permissible number of not OK surface characteristics in dependence upon the respective categorisation (1*, 3*, 5*) is determined according to this.
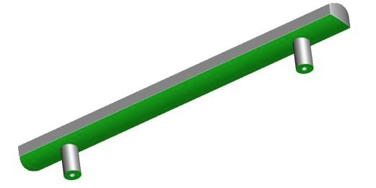
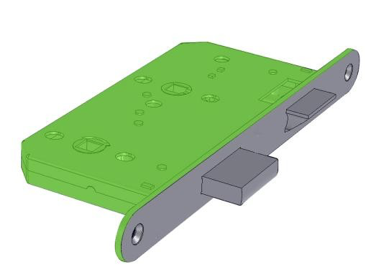
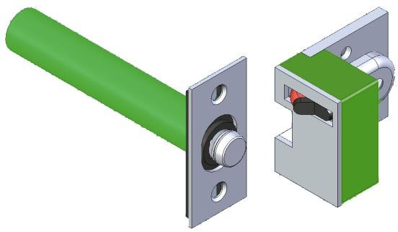
The following is examples of primary and secondary visual surfaces.
Highlighted in grey: Primary surface /
Highlighted in green: Secondary surface/internal side。


5. Defect rates
Our target is “0” defect. Details of AQL for the assessment is listed in the document Quality Level with the respective quality level (1*, 3*, 5*)
6. Defect catalogue
6.1 Defects of colour deviation
The colour is out of range of boundary samples (compared with boundary samples)

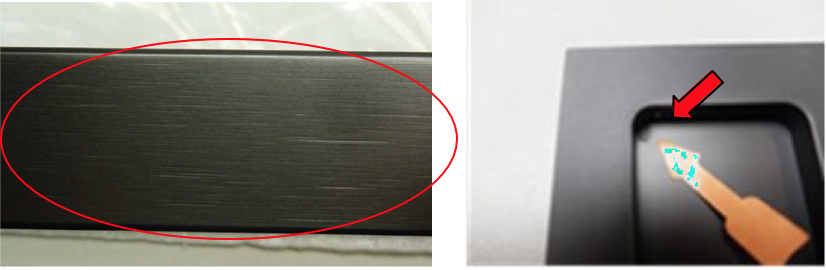
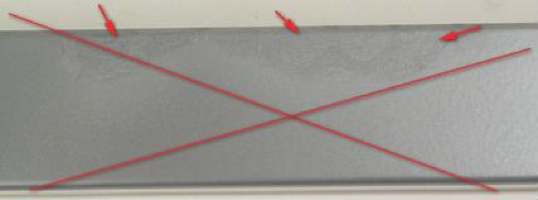
6.2 Defects of production
Poor grinding/polishing

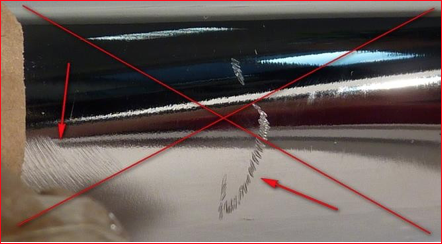


Uneven polishing
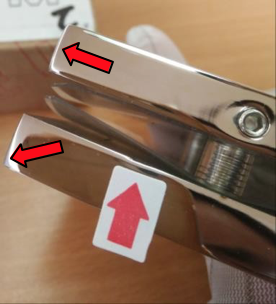

Scratches out of standards


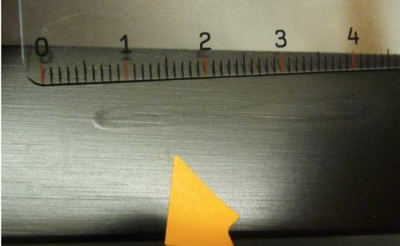
Dents out of standards

Residues

Deformation


Welding defects

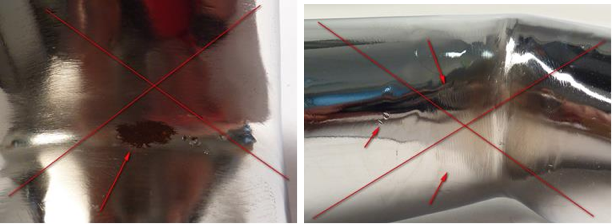
6.3 Defects of surface treatments






Powder coating defects

6.4 Defects of raw material


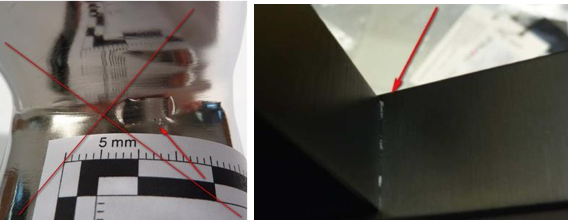
7. Surface defects evaluation
Criteria of examples: Please use the latest version of “Quality Level” as the valid criterial.
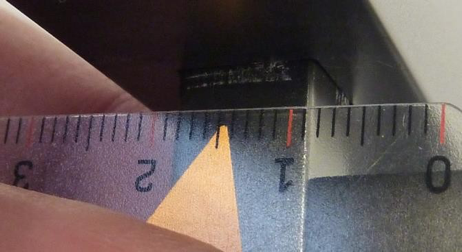
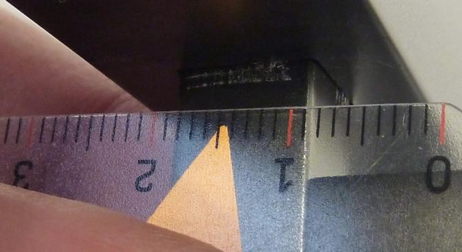
| Level 1 | no contamination card edge must not get caught up in surface characteristic Level 1*, primary surface: Observation distance 800 mm: In the pitch circle of Ø 40mm, max. 4x points of 0.25, 1x point of 0,4 and max. 3x scratches of 0.1 mm thickness and ≤ 10 mm Level 1*, secondary surface: Observation distance 800 mm: On the secondary surface, max. 4x points of 0.4 mm and 3x scratches 0.15 mm thick and ≤ 20 mm long. |
| Level 3 | no contamination card edge must not get caught up in surface characteristic Level 3*, primary surface: Observation distance 800 mm: In the pitch circle of Ø 40mm, max. 4x points of 0.25 and max. 2x scratches of 0.05 mm thickness and ≤ 10 mm Level 3*, secondary surface: Observation distance 800 mm: max. 4x points of 0.4 mm and 2x scratches 0.15 mm thick and ≤ 20 mm long. |
| Level 5 | no contamination card edge must not get caught up in surface characteristic Level 5*, primary surface: Observation distance 500 mm: In the pitch circle of Ø 40mm, max. 2x points of 0.25 and max. 1x scratch of 0.05 mm thickness and ≤ 10 mm Level 5*, secondary surface: Observation distance 500 mm: max. 2x points of 0.4 mm and 1x scratch 0.15 mm thick and ≤ 20 mm long. |
There is no industry standard for door hardware surface inspection, and the determination of the architectural hardware surface is often disputed, so it is important to specify the surface requirements of products in detail when confirming orders. Based on more than ten years of experience in the door hardware industry, we have summarized the above surface quality inspection standards for door hardware products. If you have any need, you are also welcome to contact us for inspection documents.
Please contact us if you have any questions, we are glad to help:
Daniel Cheng
Email:info@euprotek.com
Mobile/Whatsapp: 0086 13693395023
